見えない欠陥:なぜ複合材料試験片はより深い精度を求めるのか
Jun 06, 2026

試験データに潜む静かな破壊者
ラボ技術者は、薬剤師のような集中力で、新しく合成された熱可塑性プラスチック粉末を量り取ります。強化繊維は完全に分散されています。配合は優雅です。そして彼女は試験片を加圧し、ダンベル(犬の骨)形状に加工し、引張試験のためにセットします。
得られたカーブはおかしい。劇的に間違っているわけではない——極限強度が数パーセント低いだけ、5つの同一のはずの試験片間のばらつきが少し大きいだけだ。ほとんどの研究者は材料の不均質性を非難するだろう。試験片内部に結晶化度の勾配を作り出した、制御されていない3秒間の冷却を疑う者はほとんどいない。データは材料を測定したのではない。それは成形の産物を測定したのだ。
これが複合材料試験片作製における静かな危機だ。私たちは分光計や電子顕微鏡に数百万ドルを費やすが、最も繊細な工程——粉末やプリプレグをボイドがなく寸法正確な試験片に変える工程——を、より単純な時代のために設計された機器に任せていることが多い。
プロセスの心理学:なぜ成形を過小評価するのか
人間は直感的に「熱+圧力=固体の塊」だと信じている。その信念は危険だ。それは温度と力の存在と、温度と力の正確な振り付け(コレオグラフィー)を混同している。
ラボ用プレート熱プレスは、単なるお化けのワッフル焼き器ではない。それは変装したレオロジー機器だ。その真の機能は、3つの相互依存する段階——予熱、保圧、制御冷却——を通じてポリマーマトリックスの粘度の変化を管理することであり、すべての繊維が濡らされ、すべての気泡が排除され、すべての結晶領域が意図的なルールの下で形成されるようにすることだ。
この振り付けが失敗すると、その失敗はしばしば目に見えない。2%のボイド率は試験片の色を変えない。それは疲労寿命を15%削り取るだけだ。そしてこれが最も危険な種類のエラーだ:見ることはできないが、あなたが導き出すすべての結論を静かに腐敗させる系統的なバイアスだ。
熱と圧力の結びつき
熱は単なるエネルギーではない
150°Cから185°Cの温度範囲で、ポリマーマトリックスは深い変容を遂げる。その長い鎖は互いに滑り抜けるだけの移動度を得る。粘度は桁違いに低下する。その狭い温度窓の中で、材料は金型の微視的な隅々を満たし、強化繊維を深く濡らすことができる。
しかし、すべてのポリマーには熱的な予算がある。それを超えると、鎖切断が始まる。マトリックスは試験機に到達する前に劣化する。正確な熱プレスは、均一でPID制御されたプラテン加熱によってこの予算を尊重する——ホットスポットなし、推測なし。
ボイド除去ツールとしての圧力
20MPa〜45MPaの圧力を加えると、注目すべき現象が起きる:閉じ込められた空気と揮発性副生成物が溶融物に溶解するか、界面に沿って移動して金型の端から逃げ始める。材料は分離した粒子の集合体から、連続した緻密なモノリシック構造へと変わる。
加圧が不足すると、微細な気泡が応力集中源として残る。過剰に加圧すると、脆い強化材を潰したり、マトリックスを金型から押し出したりする可能性がある。「スイートスポット」は狭く、校正された油圧システムと正確な力制御によってのみ再現可能である。
冷却のジレンマ
ほとんどのラボでの議論は加熱に集中している。しかし、冷却速度が最終的な微細構造を決定する。急冷しすぎると、不安定な状態で非晶質鎖を凍結させ、内部残留応力を生む。冷却が遅すぎると、大きな球状結晶化に乗り越してしまい、剛性と衝撃挙動を変えることになる。
プラテン表面全体での均一な冷却——内部水回路や正確に制御された空気冷却によって達成されることが多い——は、バッチ内のすべての試験片が同一の熱履歴の下で結晶化することを保証する。そうでなければ、あなたは標準化されたサンプルではなく、雪の結晶を比較していることになる。
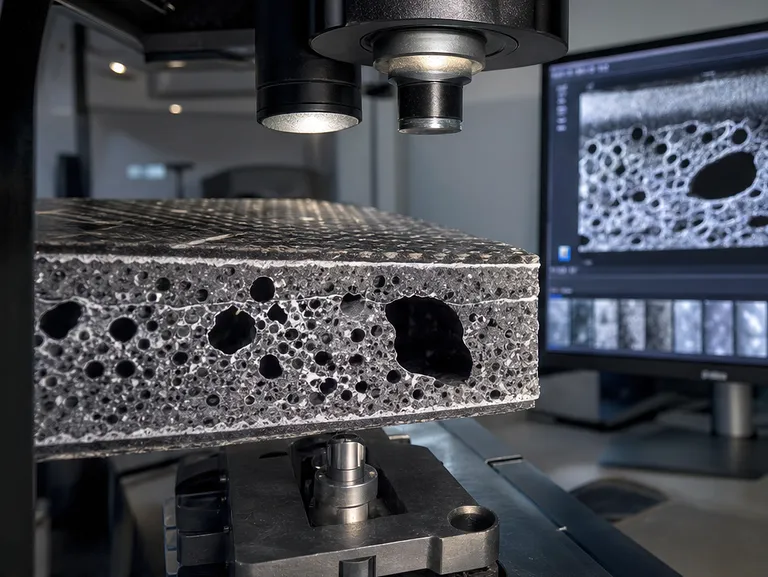
欠陥が隠れている場所
複合材料試験片は、肉眼で完璧に見えても、深刻に損なわれている可能性がある。
- 表面下のボイド:断面観察後にのみ見える。層間せん断強度を最大20%低下させるが、表面には痕跡を残さない。
- 密度勾配:端から中心への密度変動は1%未満かもしれないが、破壊開始点をシフトさせ、破壊モードを予測不可能にする。
- 表面の微視的粗さ:プレートがミクロンレベルの平坦さに研磨されていない場合、引張試験中のグリップ滑りがアーティファクトを生み出し、それが材料の剛性のせいにされる。
- 残留応力による反り:離型後に少し反る試験片は、すでに弾性エネルギーを蓄積している。同じバッチから来たものであっても、応力フリーの試験片とは荷重下で異なる挙動を示す。
これらは材料の問題ではない。それらは材料の問題に偽装した成形の問題だ。そしてそれらは研究において最も貴重な商品、すなわち信頼を浸食する。
試験片の真実を定義する3つの段階
適切に実行された熱プレスサイクルは、3つの意図的な行為として展開される。
段階1:予熱と呼吸(ブリージング) 金型スタックは、最小限の初期圧力で目標温度に上げられ、完全な加圧が始まる前に材料が軟化し、大きな空気のポケットが逃げるのを可能にする。短い呼吸サイクル——一瞬の圧力解放——は、さらに揮発分をパージするのに役立つ。
段階2:保圧下での完全な加圧 マトリックスが流動温度に達すると、高圧が加えられ維持される。これが緻密化の瞬間だ。保持時間は、ポリマー鎖が繊維束に浸透し、残留ガスが溶解するのに十分長くなければならないが、劣化が始まるほど長くてはならない。一部のマトリックスでは、30秒の余分な保持時間で分子量が仕様以下に低下することがある。
段階3:制御された固化 冷却が始まっても圧力は維持される。マトリックスが固化すると、その体積は収縮する。この収縮中に圧力を維持することで、剥離を防ぎ、試験片が成形された寸法を保持することを保証する。冷却速度——自然、強制空気、または水——が、最終的な結晶化度と残留応力プロファイルを決定する。
これらの段階をデジタルな精度で管理するラボ用プレート熱プレスは、単なる試験片ではなく、プロセスのトレーサビリティを提供する。あなたは各サンプルが正確に何を経験したかを知ることができる。それが再現可能な科学の基礎だ。
優れた材料が劣化する時
| リスク要因 | 隠れた結果 | 精密成形がそれを防ぐ方法 |
|---|---|---|
| 不均一なプラテン温度 | シート全体での溶融粘度の不一致;一部の試験片における端部の欠陥 | 能動的なプレート監視を備えたPID制御マルチヒーティングゾーン |
| 圧力のオーバーシュート | 繊維破断、特に一方向プリプレグにおいて | プログラム可能なランプ機能を備えたクローズドループ油圧サーボ制御 |
| 早期冷却 | 完全加圧前の表面「スキン」形成;内部気孔 | 加圧が完了するまで溶融状態を維持する同期された温度-圧力プロファイル |
| 不規則な厚さ | ASTM/ISOによる寸法不合格;バッチ間の比較を無効化する | オプションの厚さスペーサー付きの精密研削平行プレート |
| 加硫/硬化のばらつき | エラストマーマトリックスにおける不均一な架橋密度 | リアルタイムデータロギングを備えたプログラム可能なマルチステップ硬化プロファイル |
この表は理論的なものではない。ゴムスラグ複合材料の研究では、加硫中の3°Cの偏差が弾性率を8%シフトさせる可能性がある。熱可塑性ナノコンポジットでは、1MPaの圧力差が窒化ホウ素充填剤の面内配向を変え、面間熱伝導率を測定可能な量だけ変化させる。精度は贅沢品ではない;それは信号とノイズの違いだ。
プラテンの下にある解決策

近代的なラボ用熱プレスの前に立つと、あなたは鋼鉄と油圧を目にする。しかし、あなたが得るものは微細構造制御のための意思決定エンジンだ。
近代的なプレスは、揮発分が閉じ込められた気泡になる前にそれらを吸引する真空チャンバー、過剰加圧を防ぐプログラム可能な力-移動曲線、そしてバッチ全体で望ましい結晶状態を凍結させる急速水冷却を統合している。その中でも最高のものは、単に熱と圧力を供給するだけでなく、標準的なラボ法と同じくらい再現可能な熱-力学プロトコルを強制する。
こここそ、機器が真に研究のパートナーになる場所だ。私たちの専門ラボ部門では、材料科学のために特化した完全なサンプル調製ソリューションを提供している。私たちの油圧プレスラインには、標準ラボプレス、XRFペレットプレス、ボイドフリー成形のための真空機能付き熱プレス、そして複雑な粉末加圧形状のための冷間および温間等方圧プレスが含まれる。これらのシステムは共通の設計哲学を共有している:あなたが試験片を完全に信頼するために必要な精度を提供する、ということだ。
プレスを超えて、真に統合された調製ワークフローは上流の工程も考慮する。粒子のサイズと形状は、粉末が熱下でどのように加圧され流動するかに直接影響する。それが理由で、私たちの補完的な機器——遊星ボールミル、ジェットミル、液体窒素低温粉砕機、振動ふるい振とう機——が、未加工粉末から最終試験片までの全チェーンを管理するのを助ける。均質で十分に特性評価された粉末を、完璧な熱制御下で加圧することで、あなたが擁護できるデータが得られる。
エンジニアのロマンス

カオスな粉末の山が、温度と力の穏やかで目に見えない振り付けの下で、光沢があり平坦で構造的に完璧なシートに変換されるのを見るには、静かな美しさがある。かつて絡まり合って動かなかったポリマー鎖は、今流れ、整列し、設計された秩序にロックされる。かつて粒子を分離していた空気は消え、すべての界面での分子接触に置き換わる。
この変容は魔法ではない。それは熱力学、流体力学、熱伝達であり、失敗できないものを作る人々にとってロマンチックに感じられるほど古い学問だ。そして、慎重に管理された熱プレスから現れる試験片は、単なるサンプルではない。それらは材料の真の性格の正直な物理的表現だ。隠れた欠陥はない。言い訳もない。ただ、あなたが測定しているものはあなたが作ったものだという静かな自信があるだけだ。
あなたが航空宇宙用の次世代熱可塑性複合材料を設計している場合、エラストマーダンパーを最適化している場合、あるいは最も穏やかな熱プロファイルを必要とするバイオベースポリマーマトリックスを開発している場合にかかわらず、あなたの成形プロセスは配合と真実の間の架け橋だ。注意深く渡ってほしい。
クイックリンク
PowderPreparation
Last updated on May 15, 2026




